ข่าวอุตสาหกรรม
-
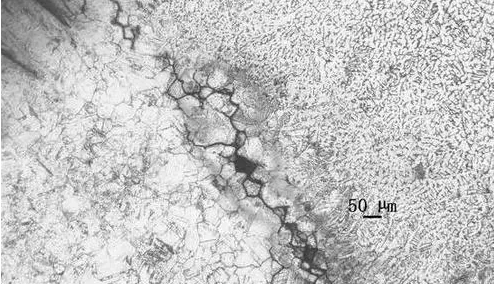
บทความนี้จะพาคุณมาทำความเข้าใจข้อบกพร่องในการเชื่อม – รอยแตกแบบลาเมลลาร์อย่างง่ายๆ
รอยแตกจากการเชื่อมถือเป็นข้อบกพร่องในการเชื่อมที่อันตรายที่สุด ซึ่งส่งผลกระทบร้ายแรงต่อประสิทธิภาพ ความปลอดภัย และความน่าเชื่อถือของโครงสร้างการเชื่อม วันนี้เราจะพามารู้จักรอยแตกประเภทหนึ่ง – รอยแตกร้าวแบบลามิเนต 01 การรวมอโลหะ แผ่นเหล็กในกระบวนการรีดอ่านเพิ่มเติม -

เปรียบเทียบข้อแตกต่างระหว่างการเชื่อม TIG, MIG และ MAG! เข้าใจทันที!
ความแตกต่างระหว่างการเชื่อม TIG, MIG และ MAG 1. โดยทั่วไปการเชื่อม TIG จะเป็นการเชื่อมด้วยหัวเชื่อมที่ถือด้วยมือข้างหนึ่งและลวดเชื่อมที่ถือในมืออีกข้างหนึ่ง ซึ่งเหมาะสำหรับการเชื่อมด้วยมือในงานขนาดเล็กและการซ่อมแซม 2. สำหรับ MIG และ MAG ลวดเชื่อมจะถูกส่งจากหัวเชื่อมผ่าน...อ่านเพิ่มเติม -
วิธีการกลึงเกลียวสามวิธีในศูนย์เครื่องจักรกลซีเอ็นซี
ทุกคนมีความเข้าใจอย่างลึกซึ้งถึงประโยชน์ของการใช้เครื่องแมชชีนนิ่งเซ็นเตอร์ CNC ในการประมวลผลชิ้นงาน ยังคงมีความลึกลับมากมายเกี่ยวกับการทำงานและการเขียนโปรแกรมของแมชชีนนิ่งเซ็นเตอร์ CNC วันนี้ Chenghui Xiaobian จะแบ่งปันวิธีการประมวลผลเธรดกับคุณ มีสามวิธี...อ่านเพิ่มเติม -
วิธีเลือกอัตราป้อนและความเร็วของรีมเมอร์ในแมชชีนนิ่งเซ็นเตอร์
การเลือกจำนวนการรีม ⑴ ค่าเผื่อการรีม ค่าเผื่อการรีมคือความลึกของการตัดที่สงวนไว้สำหรับการรีม โดยปกติ ค่าเผื่อสำหรับการรีมจะน้อยกว่าค่าเผื่อสำหรับการรีมหรือการคว้าน ค่าเผื่อการรีมมากเกินไปจะเพิ่มแรงกดในการตัดและทำให้รีมเมอร์เสียหาย ส่งผลให้...อ่านเพิ่มเติม -
วิธีการเลือกน้ำมันตัด ขึ้นอยู่กับความแม่นยำของเครื่องจักรและอายุการใช้งานของเครื่องมือ!
ขั้นแรก ขั้นตอนทั่วไปในการเลือกน้ำมันตัด การเลือกน้ำมันตัดจะต้องพิจารณาจากปัจจัยที่ครอบคลุม เช่น เครื่องมือกล เครื่องมือตัด และเทคโนโลยีการประมวลผล ดังที่แสดงในขั้นตอนการเลือกน้ำมันตัด ก่อนเลือกน้ำมันตัดกลึงตาม...อ่านเพิ่มเติม -

ความแตกต่างระหว่างรอยเชื่อมคงที่ รอยเชื่อมแบบหมุน และรอยเชื่อมสำเร็จรูปในการเชื่อมท่อ
การเชื่อมแบบหมุนสอดคล้องกับการเชื่อมคงที่ในการเชื่อมท่อ การเชื่อมแบบตายตัวหมายความว่าข้อต่อการเชื่อมไม่สามารถเคลื่อนที่ได้หลังจากจัดกลุ่มท่อแล้ว และการเชื่อมจะดำเนินการตามการเปลี่ยนแปลงตำแหน่งการเชื่อม (การเปลี่ยนแปลงแนวนอน แนวตั้ง ขึ้นไป และระดับกลาง) ในระหว่าง ...อ่านเพิ่มเติม -

ข้อมูลสำคัญเกี่ยวกับการดำเนินงานด้านเทคนิคการเชื่อม
สามัญสำนึกและความปลอดภัยของวิธีการของช่างเชื่อมไฟฟ้า ขั้นตอนการปฏิบัติงานมีดังนี้ 1. คุณควรเชี่ยวชาญความรู้ด้านไฟฟ้าทั่วไป ปฏิบัติตามกฎความปลอดภัยทั่วไปของช่างเชื่อม และคุ้นเคยกับเทคโนโลยีดับเพลิง การปฐมพยาบาลเบื้องต้นสำหรับไฟฟ้าช็อตและไฟฟ้าปลอม ...อ่านเพิ่มเติม -

คำอธิบายโดยละเอียดของกระบวนการเชื่อมแบบจุด
01. คำอธิบายโดยย่อ การเชื่อมแบบจุดเป็นวิธีการเชื่อมแบบต้านทาน โดยการเชื่อมจะประกอบเป็นรอยต่อตักและกดระหว่างอิเล็กโทรดทั้งสอง และโลหะฐานจะถูกหลอมด้วยความร้อนต้านทานเพื่อสร้างรอยประสาน การเชื่อมแบบจุดส่วนใหญ่จะใช้ในด้านต่อไปนี้: 1. ข้อต่อตักของส...อ่านเพิ่มเติม -
เหตุใดโลหะผสมไทเทเนียมจึงเป็นวัสดุที่ตัดเฉือนได้ยาก
เหตุใดเราจึงคิดว่าโลหะผสมไทเทเนียมเป็นวัสดุที่ตัดเฉือนได้ยาก เนื่องจากขาดความเข้าใจอย่างลึกซึ้งเกี่ยวกับกลไกและปรากฏการณ์การประมวลผล 1. ปรากฏการณ์ทางกายภาพของการตัดเฉือนไทเทเนียม แรงตัดของการแปรรูปโลหะผสมไทเทเนียมนั้นสูงกว่าเหล็กกล้าเพียงเล็กน้อยเท่านั้น โดย ...อ่านเพิ่มเติม -

ความแตกต่างระหว่างเหล็กความเร็วสูงและเหล็กทังสเตนนั้นชัดเจนมาก!
มาทำความเข้าใจกับเหล็กความเร็วสูง เหล็กกล้าความเร็วสูง (HSS) เป็นเหล็กกล้าเครื่องมือที่มีความแข็งสูง ทนทานต่อการสึกหรอสูง และทนความร้อนสูง หรือที่เรียกว่า เหล็กลม หรือเหล็กหน้าซึ่งหมายความว่าสามารถชุบแข็งได้แม้ในขณะที่เย็นตัวลง ในอากาศระหว่างการดับ และมีความคมมาก มันเป็นอัล...อ่านเพิ่มเติม -
ทักษะการประมวลผลเครื่องกลึง CNC มีประโยชน์มาก!
เครื่องกลึง CNC เป็นเครื่องมือเครื่องจักรอัตโนมัติที่มีความแม่นยำสูงและมีประสิทธิภาพสูง การใช้เครื่องกลึง CNC สามารถปรับปรุงประสิทธิภาพการประมวลผลและสร้างมูลค่าเพิ่มได้ การเกิดขึ้นของเครื่องกลึง CNC ช่วยให้องค์กรต่างๆ สามารถกำจัดเทคโนโลยีการประมวลผลแบบย้อนกลับได้ เทคโนโลยีการประมวลผลของเครื่องกลึง CNC มีความคล้ายคลึง ...อ่านเพิ่มเติม -
การทดสอบรอยเชื่อมแบบไม่ทำลายมีกี่วิธี ต่างกันตรงไหน
การทดสอบแบบไม่ทำลาย คือ การใช้ลักษณะเสียง แสง แม่เหล็ก และไฟฟ้า เพื่อตรวจสอบว่าวัตถุที่จะตรวจสอบมีข้อบกพร่องหรือไม่เป็นเนื้อเดียวกัน โดยไม่ทำให้เสียหายหรือกระทบต่อประสิทธิภาพของวัตถุที่จะตรวจสอบ และให้ขนาด , ตำแหน่ง และที่ตั้ง...อ่านเพิ่มเติม


