ข่าวเครื่องมือ CNC
-
สูตรคำนวณเกลียวที่ใช้งานได้จริง รีบบันทึกเลย
สูตรการคำนวณที่เกี่ยวข้องที่ใช้ในการผลิตตัวยึด: 1. การคำนวณและค่าเผื่อเส้นผ่านศูนย์กลางของเกลียวภายนอกที่โปรไฟล์ 60° (มาตรฐานแห่งชาติ GB 197/196) การคำนวณขนาดพื้นฐานของเส้นผ่านศูนย์กลางพิตช์ ขนาดพื้นฐานของเส้นผ่านศูนย์กลางพิตช์เกลียว = เส้นผ่านศูนย์กลางหลักของเกลียว – พิต...อ่านเพิ่มเติม -
คำแนะนำในการเขียนโปรแกรม CNC machining center หากคุณไม่รู้ก็มาเรียนรู้ได้เลย
1. คำสั่งหยุดชั่วคราว G04X (U)_/P_ หมายถึงเวลาหยุดชั่วคราวของเครื่องมือ (การป้อนหยุด สปินเดิลไม่หยุด) และค่าหลังที่อยู่ P หรือ X คือเวลาหยุดชั่วคราว ค่าหลัง เช่น G04X2.0; หรือ G04X2000; หยุดชั่วคราวเป็นเวลา 2 วินาที G04P2000; อย่างไรก็ตาม ในบางคำสั่งการประมวลผลระบบรู (เช่น...อ่านเพิ่มเติม -
สำหรับความรู้พื้นฐานเกี่ยวกับเครื่องมือตัด เพียงอ่านบทความนี้
ม้าที่ดีต้องมีอานที่ดีและใช้อุปกรณ์เครื่องจักร CNC ขั้นสูง ถ้าใช้เครื่องมือผิดๆ มันก็ไร้ประโยชน์! การเลือกวัสดุเครื่องมือที่เหมาะสมมีผลกระทบอย่างมากต่ออายุการใช้งานของเครื่องมือ ประสิทธิภาพการประมวลผล คุณภาพการประมวลผล และต้นทุนการประมวลผล บทความนี้ให้ข้อมูลที่เป็นประโยชน์...อ่านเพิ่มเติม -
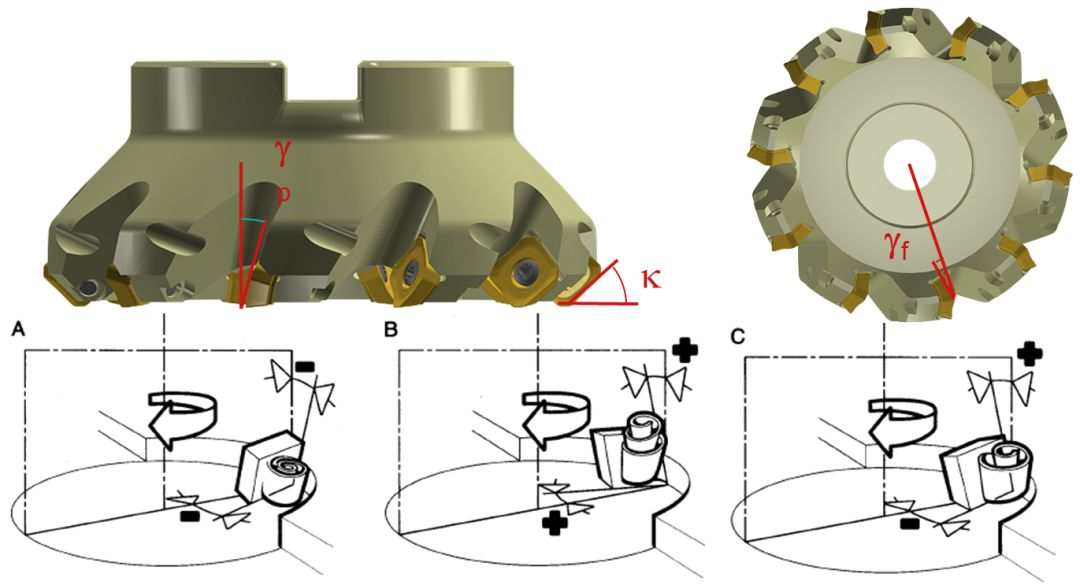
คุณเข้าใจโครงสร้างของหัวกัดจริงๆ หรือไม่
หัวกัดมีการใช้งานมาก คุณเข้าใจโครงสร้างของหัวกัดจริงๆ หรือไม่? เรามาค้นหาคำตอบผ่านบทความกันวันนี้ 1. มุมเรขาคณิตหลักของหัวกัดแบบจัดทำดัชนีได้ หัวกัดมีมุมนำและมุมคายสองมุม อันหนึ่งเรียกว่ามุมคายตามแนวแกนและอีกอันคือ...อ่านเพิ่มเติม -

เคล็ดลับ 7 ข้อในการตั้งค่าเครื่องมือ CNC ที่จะคงอยู่ตลอดไป
การตั้งค่าเครื่องมือถือเป็นการทำงานหลักและทักษะที่สำคัญในการตัดเฉือน CNC ภายใต้เงื่อนไขบางประการ ความแม่นยำของการตั้งค่าเครื่องมือสามารถกำหนดความแม่นยำในการตัดเฉือนชิ้นส่วนได้ ในขณะเดียวกัน ประสิทธิภาพในการตั้งค่าเครื่องมือยังส่งผลโดยตรงต่อประสิทธิภาพการตัดเฉือน CNC อีกด้วย แค่รู้อย่างเดียวคงไม่พอ...อ่านเพิ่มเติม -
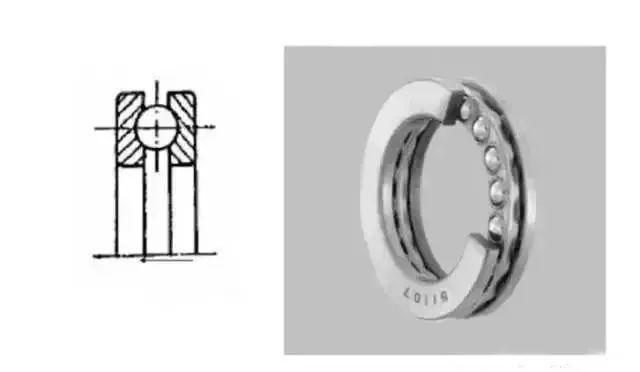
ทำความเข้าใจลักษณะ ความแตกต่าง และการใช้ตลับลูกปืนทั้ง 14 ประเภทในบทความ 01 เดียว
ตลับลูกปืนเป็นส่วนประกอบสำคัญในอุปกรณ์เครื่องจักรกล หน้าที่หลักคือการรองรับตัวกลไกที่หมุนได้เพื่อลดค่าสัมประสิทธิ์แรงเสียดทานของภาระทางกลในระหว่างกระบวนการส่งกำลังของอุปกรณ์ ตลับลูกปืนแบ่งออกเป็นตลับลูกปืนแนวรัศมีและตลับลูกปืนกันรุนตาม...อ่านเพิ่มเติม -

ทำความเข้าใจลักษณะ ความแตกต่าง และการใช้ตลับลูกปืนทั้ง 14 ประเภทในบทความ 02 เดียว
ตลับลูกปืนเป็นส่วนประกอบสำคัญในอุปกรณ์เครื่องจักรกล หน้าที่หลักคือการรองรับตัวกลไกที่หมุนได้เพื่อลดค่าสัมประสิทธิ์แรงเสียดทานของภาระทางกลในระหว่างกระบวนการส่งกำลังของอุปกรณ์ ตลับลูกปืนแบ่งออกเป็นตลับลูกปืนแนวรัศมีและตลับลูกปืนกันรุนตาม...อ่านเพิ่มเติม -
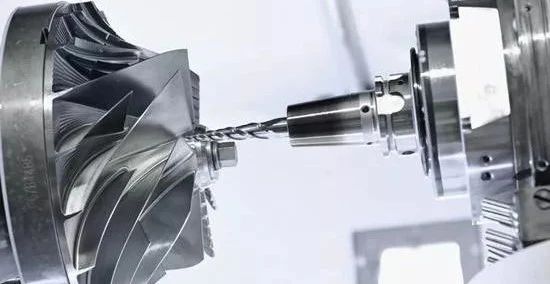
อะไรคือความแตกต่างระหว่างเครื่องแมชชีนนิ่งเซ็นเตอร์ CNC แบบสามแกน สี่แกน และห้าแกน
ในช่วงไม่กี่ปีที่ผ่านมา ด้วยนวัตกรรมและการปรับปรุงอย่างต่อเนื่อง ศูนย์เครื่องจักรกลซีเอ็นซีได้พัฒนาศูนย์เครื่องจักรกลซีเอ็นซีแบบสามแกน สี่แกน ห้าแกน เครื่องกลึงซีเอ็นซีแบบผสมกลึง ฯลฯ วันนี้ฉันจะบอกคุณเกี่ยวกับลักษณะของสามที่แตกต่างกัน ศูนย์เครื่องจักรกลซีเอ็นซี: สามแกน,...อ่านเพิ่มเติม -
วิธีการกลึงเกลียวสามวิธีในศูนย์เครื่องจักรกลซีเอ็นซี
ทุกคนมีความเข้าใจอย่างลึกซึ้งถึงประโยชน์ของการใช้เครื่องแมชชีนนิ่งเซ็นเตอร์ CNC ในการประมวลผลชิ้นงาน ยังคงมีความลึกลับมากมายเกี่ยวกับการทำงานและการเขียนโปรแกรมของแมชชีนนิ่งเซ็นเตอร์ CNC วันนี้ Chenghui Xiaobian จะแบ่งปันวิธีการประมวลผลเธรดกับคุณ มีสามวิธี...อ่านเพิ่มเติม -
วิธีเลือกอัตราป้อนและความเร็วของรีมเมอร์ในแมชชีนนิ่งเซ็นเตอร์
การเลือกจำนวนการรีม ⑴ ค่าเผื่อการรีม ค่าเผื่อการรีมคือความลึกของการตัดที่สงวนไว้สำหรับการรีม โดยปกติ ค่าเผื่อสำหรับการรีมจะน้อยกว่าค่าเผื่อสำหรับการรีมหรือการคว้าน ค่าเผื่อการรีมมากเกินไปจะเพิ่มแรงกดในการตัดและทำให้รีมเมอร์เสียหาย ส่งผลให้...อ่านเพิ่มเติม -
วิธีการเลือกน้ำมันตัด ขึ้นอยู่กับความแม่นยำของเครื่องจักรและอายุการใช้งานของเครื่องมือ!
ขั้นแรก ขั้นตอนทั่วไปในการเลือกน้ำมันตัด การเลือกน้ำมันตัดจะต้องพิจารณาจากปัจจัยที่ครอบคลุม เช่น เครื่องมือกล เครื่องมือตัด และเทคโนโลยีการประมวลผล ดังที่แสดงในขั้นตอนการเลือกน้ำมันตัด ก่อนเลือกน้ำมันตัดกลึงตาม...อ่านเพิ่มเติม -
เหตุใดโลหะผสมไทเทเนียมจึงเป็นวัสดุที่ตัดเฉือนได้ยาก
เหตุใดเราจึงคิดว่าโลหะผสมไทเทเนียมเป็นวัสดุที่ตัดเฉือนได้ยาก เนื่องจากขาดความเข้าใจอย่างลึกซึ้งเกี่ยวกับกลไกและปรากฏการณ์การประมวลผล 1. ปรากฏการณ์ทางกายภาพของการตัดเฉือนไทเทเนียม แรงตัดของการแปรรูปโลหะผสมไทเทเนียมนั้นสูงกว่าเหล็กกล้าเพียงเล็กน้อยเท่านั้น โดย ...อ่านเพิ่มเติม


