1. G73 (รอบการหักเศษ) มักใช้สำหรับการประมวลผลรูที่ลึกกว่า 3 เท่าของเส้นผ่านศูนย์กลางของสว่าน แต่ไม่เกินความยาวใบมีดที่มีประสิทธิภาพของสว่าน 2. G81 (รอบรูตื้น) มักใช้สำหรับการเจาะรูตรงกลาง ลบคม และรูที่มีเส้นผ่านศูนย์กลางไม่เกิน 3 เท่าของเส้นผ่านศูนย์กลางสว่าน ด้วยการเกิดขึ้นของเครื่องมือทำความเย็นภายใน เพื่อปรับปรุงประสิทธิภาพการประมวลผล รอบนี้จะถูกเลือกสำหรับการเจาะด้วย 3. G83 (รอบรูลึก) มักใช้สำหรับการประมวลผลรูลึก
เมื่อเครื่องติดตั้งระบบระบายความร้อนตรงกลางแกนหมุน (ช่องจ่ายน้ำ)
เมื่อเครื่องมือรองรับการระบายความร้อนจากส่วนกลางด้วย (ช่องจ่ายน้ำ)
การเลือก G81 เพื่อเจาะรูถือเป็นตัวเลือกที่ดีที่สุด
น้ำหล่อเย็นแรงดันสูงไม่เพียงแต่ระบายความร้อนที่เกิดขึ้นระหว่างการเจาะเท่านั้น แต่ยังช่วยหล่อลื่นคมตัดได้ทันเวลาอีกด้วย แรงดันสูงจะทำให้เศษเจาะหักโดยตรง เศษขนาดเล็กที่สร้างขึ้นจะถูกระบายออกจากรูตามเวลาที่มีการไหลของน้ำแรงดันสูง หลีกเลี่ยงการสึกหรอของเครื่องมือและการลดคุณภาพของรูที่ผ่านการประมวลผลที่เกิดจากการตัดขั้นที่สอง เนื่องจากไม่มีปัญหาเรื่องการระบายความร้อน การหล่อลื่น และการกำจัดเศษ จึงเป็นวิธีแก้ปัญหาที่ปลอดภัยและมีประสิทธิภาพมากที่สุดในบรรดารอบการเจาะทั้งสามรอบ
เครื่องมือ Xinfa CNC มีลักษณะคุณภาพดีและราคาต่ำ สำหรับรายละเอียด กรุณาเยี่ยมชม:ผู้ผลิตเครื่องมือ CNC - โรงงานเครื่องมือ CNC จีนและซัพพลายเออร์ (xinfatools.com)
วัสดุแปรรูปนั้นหักเศษได้ยาก แต่สภาพการทำงานอื่นๆ ยังดี
เมื่อไม่มีการระบายความร้อนที่ศูนย์กลางของสปินเดิล (ช่องจ่ายน้ำ)
การใช้ G73 เป็นทางเลือกที่ดี
รอบนี้จะทำให้เศษหักได้ในช่วงเวลาหยุดชั่วคราวสั้นๆ หรือระยะถอยกลับเล็กน้อย แต่ดอกสว่านต้องมีความสามารถในการกำจัดเศษที่ดี ร่องเศษที่เรียบขึ้นจะทำให้เศษหลุดออกเร็วขึ้น เพื่อหลีกเลี่ยงไม่ให้เศษเข้าไปพันกันกับเศษของการเจาะครั้งถัดไป ซึ่งจะทำลายคุณภาพของรู การใช้ลมอัดเป็นตัวช่วยขจัดเศษก็เป็นทางเลือกที่ดีเช่นกัน
หากสภาพการทำงานไม่มั่นคง
การใช้ G83 เป็นตัวเลือกที่ปลอดภัยที่สุด
การประมวลผลรูลึกจะทำให้คมตัดของดอกสว่านสึกหรอเร็วเกินไปเนื่องจากไม่สามารถระบายความร้อนและหล่อลื่นได้ทันเวลา เศษในรูจะคายออกทันเวลาได้ยากเนื่องจากความลึก หากเศษในร่องเศษปิดกั้นสารหล่อเย็น ไม่เพียงแต่จะลดอายุการใช้งานของเครื่องมือลงอย่างมาก แต่เศษยังจะทำให้ผนังด้านในของรูที่ผ่านกระบวนการหยาบขึ้นเนื่องจากการตัดครั้งที่สอง ซึ่งทำให้เกิดวงจรที่เลวร้ายยิ่งขึ้นไปอีก
หากเครื่องมือถูกยกขึ้นให้มีความสูงอ้างอิง -R หลังจากเจาะในระยะทางสั้นๆ -Q อาจเหมาะสมกว่าเมื่อดำเนินการใกล้กับด้านล่างของรู แต่จะใช้เวลานานในการประมวลผลครึ่งแรกของรู ซึ่งทำให้เกิดของเสียโดยไม่จำเป็น
มีวิธีการที่เหมาะสมกว่านี้หรือไม่?
ต่อไปนี้เป็นสองวิธีในการใช้วงจรการเจาะรูลึก G83
1: G83 X_ Y_ Z_ R_ Q_ F_
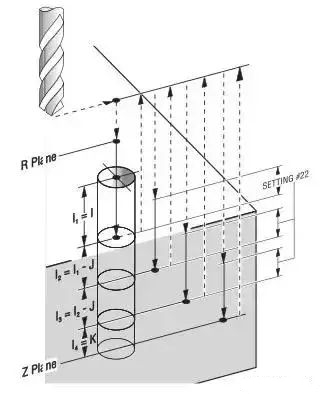
2:G83 X_ Y_ Z_ I_ J_ K_ R_ F_
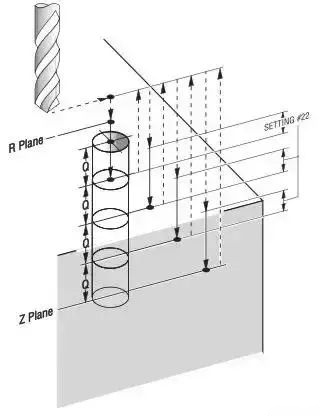
ในวิธีแรก ค่า Q จะเป็นค่าคงที่ ซึ่งหมายความว่าจากบนลงล่างของรู จะใช้ความลึกเท่ากันในการประมวลผลในแต่ละครั้ง เนื่องจากความต้องการความปลอดภัยในการประมวลผล จึงมักจะเลือกค่าที่น้อยที่สุด ซึ่งหมายถึงอัตราการขจัดโลหะน้อยที่สุด และเสียเวลาในการประมวลผลจำนวนมากโดยมองไม่เห็น
ในวิธีที่สอง ความลึกของการตัดแต่ละครั้งจะแสดงด้วย I, J และ K ตามลำดับ:
เมื่อสภาพการทำงานที่ด้านบนของรูดี เราสามารถตั้งค่า I ให้มากขึ้นเพื่อปรับปรุงประสิทธิภาพการประมวลผล
เมื่อสภาพการทำงานตรงกลางรูประมวลผลเป็นค่าเฉลี่ย เราจะใช้ค่า J ที่ลดลงทีละน้อยเพื่อให้มั่นใจในความปลอดภัยและประสิทธิภาพ เมื่อสภาพการทำงานที่ด้านล่างของรูการประมวลผลไม่ดี เราจะตั้งค่า K เพื่อความปลอดภัยในการประมวลผล
ในการใช้งานจริง วิธีที่สองอาจเพิ่มประสิทธิภาพการเจาะของคุณได้ถึง 50% และราคาเป็นศูนย์!
เวลาโพสต์: 22 ก.ค. 2024


