หัวกัดมีการใช้งานมาก คุณเข้าใจโครงสร้างของหัวกัดจริงๆ หรือไม่? เรามาค้นหาคำตอบผ่านบทความกันวันนี้
1. มุมเรขาคณิตหลักของหัวกัดแบบถอดเปลี่ยนได้
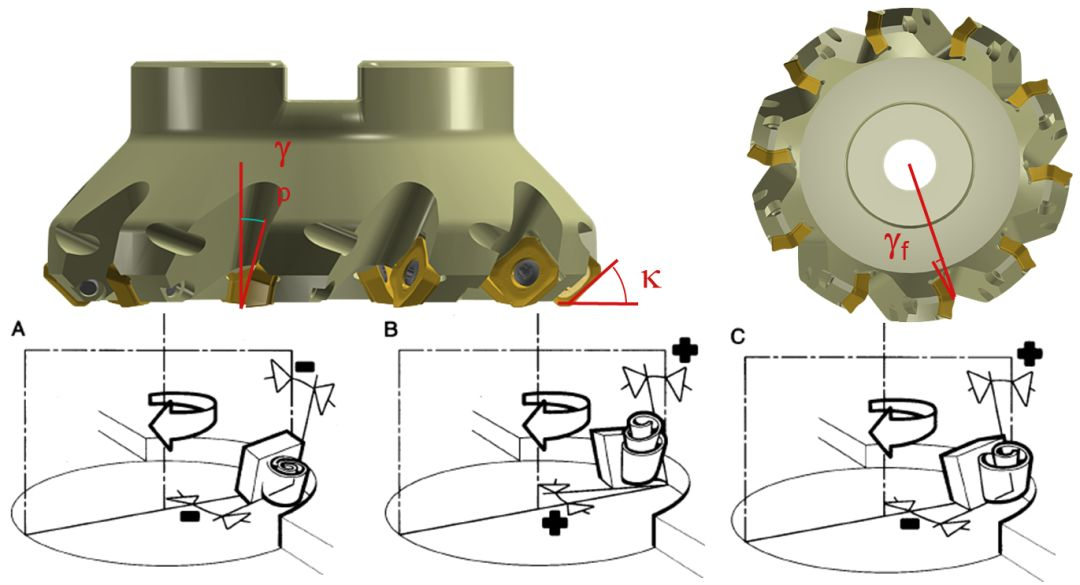
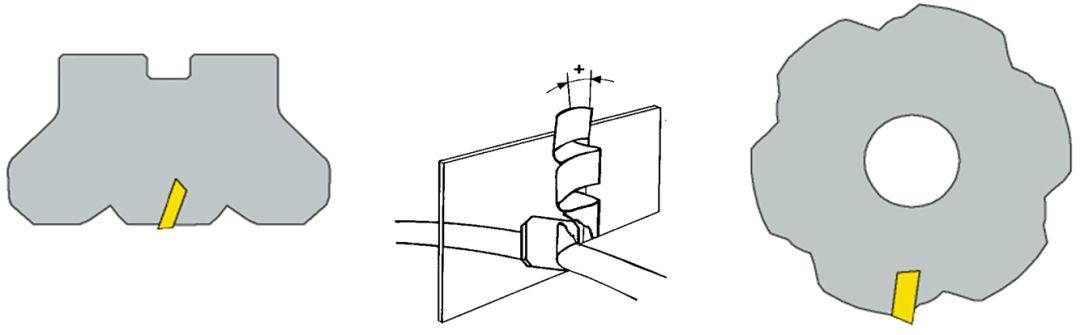
หัวกัดมีมุมนำและมุมคายสองมุม มุมหนึ่งเรียกว่ามุมคายตามแนวแกน และอีกมุมหนึ่งเรียกว่ามุมคายแนวรัศมี
มุมคายในแนวรัศมี γf และมุมคายในแนวแกน γp มุมคายในแนวรัศมี γf ส่งผลต่อกำลังตัดเป็นหลัก มุมคายตามแนวแกน γp ส่งผลต่อการก่อตัวของเศษและทิศทางของแรงตามแนวแกน เมื่อ γp เป็นค่าบวก เศษจะลอยออกจากกระบวนการตัดเฉือน ก๋วยเตี๋ยว.
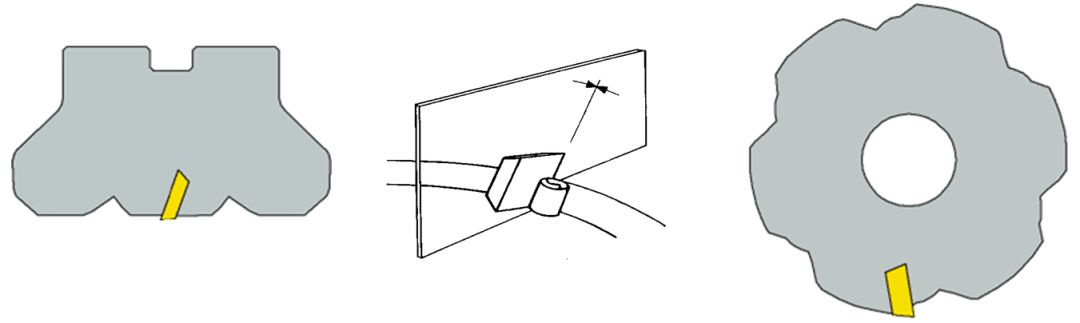
มุมคาย (พื้นผิวสัมผัสหน้าคราด)
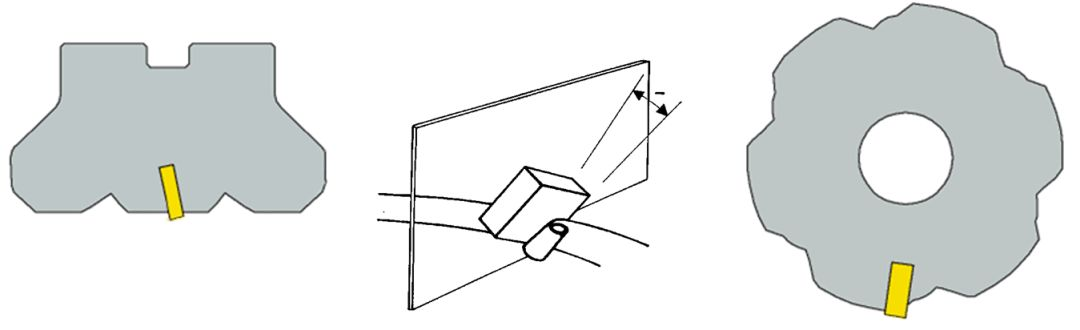
มุมคายลบ: สำหรับเหล็กกล้า โลหะผสมของเหล็กกล้า สแตนเลส เหล็กหล่อ
มุมคายบวก: ใช้ในวัสดุที่มีความหนืดและโลหะผสมที่มีอุณหภูมิสูงบางชนิด
มุมหน้าตรงกลาง: ใช้สำหรับทำเกลียว การเซาะร่อง การกลึงโปรไฟล์ และการขึ้นรูปมีด
ใช้มุมคายลบทุกครั้งที่เป็นไปได้
2. รูปทรงของหัวกัด
1. มุมบวก -มุมบวก
การตัดมีน้ำหนักเบาและเรียบเนียน แต่ความแข็งแรงของคมตัดไม่ดี เหมาะสำหรับการแปรรูปวัสดุเนื้ออ่อนและเหล็กสเตนเลส เหล็กทนความร้อน เหล็กธรรมดาและเหล็กหล่อ ฯลฯ ควรเลือกใช้แบบฟอร์มนี้เมื่อมีเครื่องมือกลที่ใช้พลังงานต่ำ ระบบกระบวนการมีความแข็งแกร่งไม่เพียงพอ และมีการสะสมขอบ
ข้อได้เปรียบ:
+ ตัดเรียบ
+ การอพยพของเศษเรียบ
+ ความหยาบผิวที่ดี
ข้อเสีย:
- ความแข็งแกร่งของคมตัด
- ไม่เอื้อต่อการตัดหน้าสัมผัส
- ชิ้นงานแยกออกจากโต๊ะเครื่อง
2. มุมลบ – มุมลบ
มีความทนทานต่อแรงกระแทกสูงและใช้ใบมีดลบ เหมาะสำหรับการกัดหยาบเหล็กหล่อ เหล็กหล่อ และเหล็กที่มีความแข็งสูงและมีความแข็งแรงสูง
อย่างไรก็ตาม การกัดใช้พลังงานมากและต้องการความแข็งแกร่งของระบบกระบวนการที่ดีเยี่ยม
ข้อได้เปรียบ:
+ ความแข็งแกร่งของคมตัด
+ ผลผลิต
+ ดันชิ้นงานไปที่โต๊ะเครื่อง
ข้อเสีย:
- แรงตัดที่มากขึ้น
- การปิดกั้นชิป
เครื่องมือ Xinfa CNC มีลักษณะคุณภาพดีและราคาต่ำ สำหรับรายละเอียด กรุณาเยี่ยมชม:
ผู้ผลิตเครื่องมือ CNC – โรงงานเครื่องมือ CNC ของจีนและซัพพลายเออร์ (xinfatools.com)
3. มุมบวก – มุมลบ
คมตัดมีความทนทานต่อแรงกระแทกสูงและมีความคม เหมาะสำหรับการแปรรูปเหล็ก เหล็กหล่อ และเหล็กหล่อ ผลที่ได้จะดีกว่าเมื่อทำการกัดโดยใช้ระยะขอบมาก
ข้อได้เปรียบ:
+ การอพยพของเศษเรียบ
+ แรงตัดที่ดี
+ แอพพลิเคชั่นที่หลากหลาย
4. สนามคัตเตอร์มิลลิ่ง
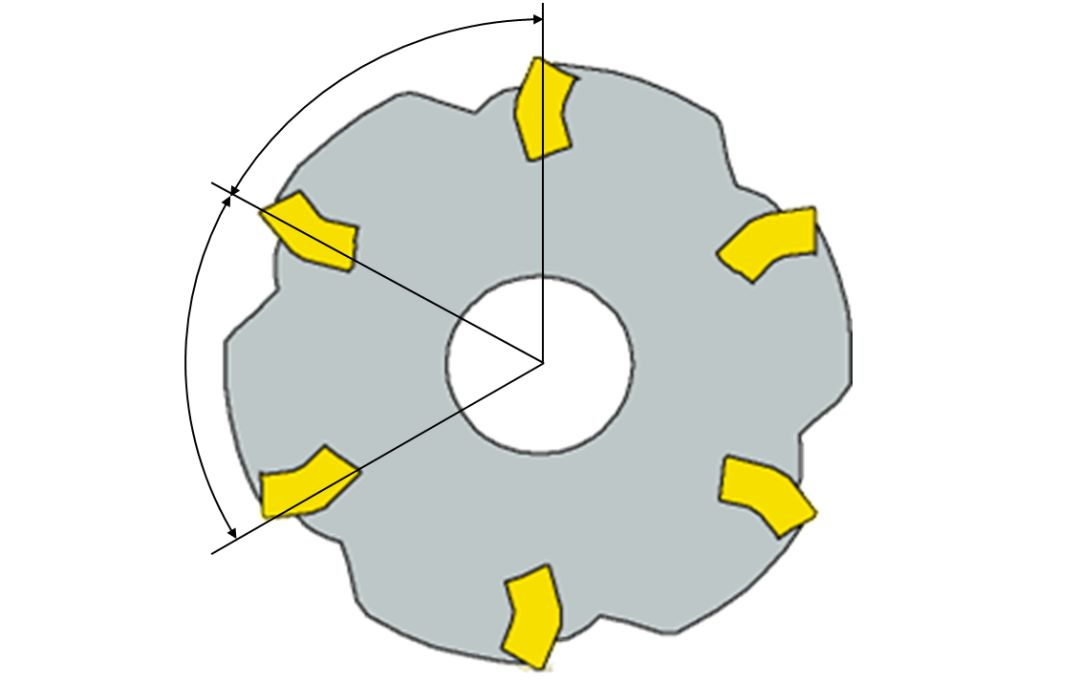
1) ฟันที่มีความหนาแน่น: การป้อนด้วยความเร็วสูง, แรงกัดขนาดใหญ่, พื้นที่ชิปขนาดเล็ก
2) ฟันมาตรฐาน: ความเร็วป้อนทั่วไป แรงกัด และพื้นที่ชิป
3) ฟันหยาบ: อัตราป้อนความเร็วต่ำ, แรงกัดน้อย, พื้นที่ชิปขนาดใหญ่
หากหัวกัดไม่ได้ติดตั้งเม็ดมีดไวเปอร์แบบพิเศษ ความหยาบของพื้นผิวจะขึ้นอยู่กับว่าอัตราป้อนต่อรอบเกินความกว้างระนาบไวเปอร์ของเม็ดมีดหรือไม่
ตัวอย่าง: การกัดสล็อตและการกัดคอนทัวร์
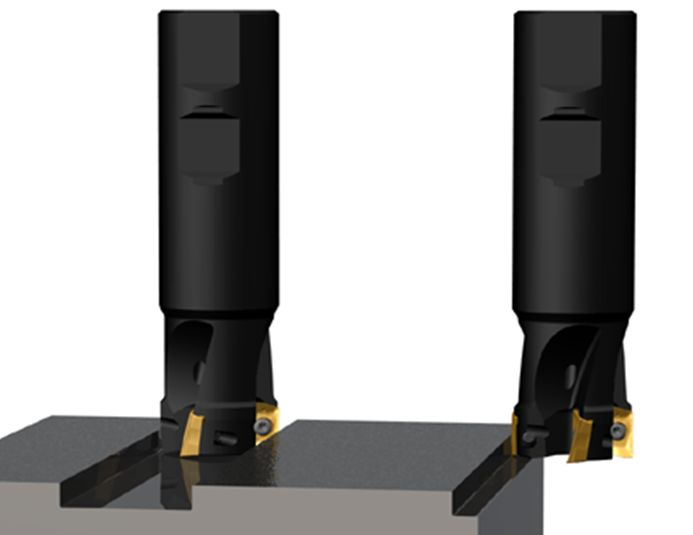
จำนวนฟัน:
• ฟันห่างหรือฟันมาตรฐานสำหรับการกัดร่อง (ความปลอดภัย)
• ฟันที่มีความหนาแน่นสำหรับการกัดคอนทัวร์ (ประสิทธิภาพการผลิต)
เวลาโพสต์: Nov-01-2023


